티타늄 판 압연 공정에는 어떤 단계(예: 초기 압연, 열간 압연, 냉간 압연 등)가 포함됩니까? 어떤 유형의 압연기가 사용됩니까? 판의 균일한 미세 구조와 성능을 보장하기 위해 압연 온도와 압하율을 어떻게 제어합니까?
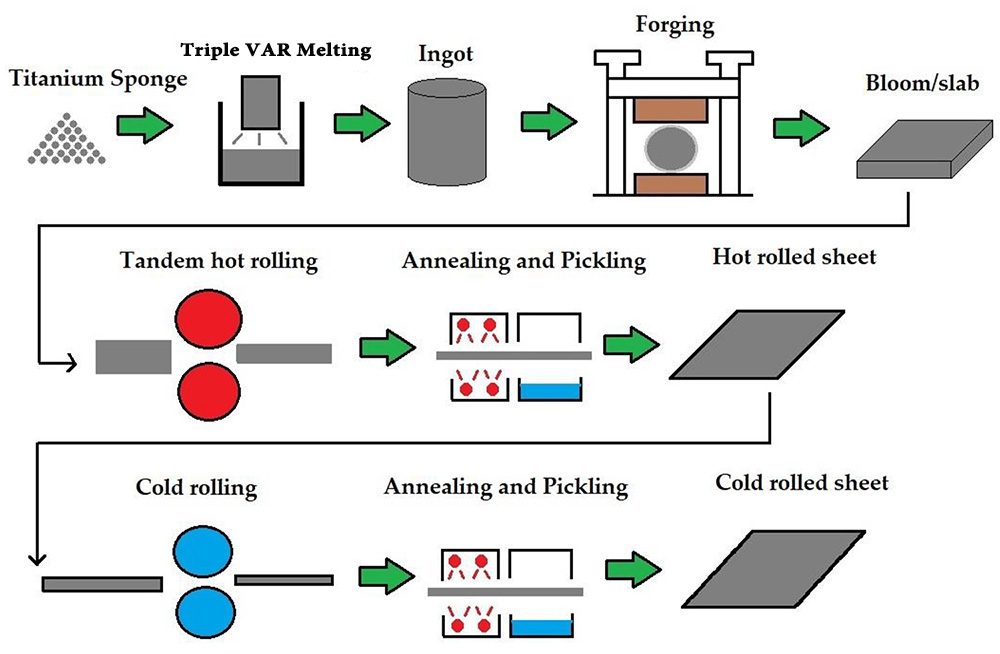
티타늄 압연과 티타늄 합금 플레이트 재료 과학, 기계 제어 및 프로세스 최적화를 통합하는 복잡한 프로세스입니다. 공정 흐름은 초기 압연, 열간 압연 및 냉간 압연의 세 가지 핵심 단계로 나눌 수 있습니다. 각 단계는 특정 압연기 장비 및 공정 매개변수에 해당합니다.
(1) 초기 롤링 단계
초기 압연은 일반적으로 2롤 가역 압연기를 사용합니다. 주요 임무는 티타늄 합금 잉곳의 주상 결정 구조를 파괴하고 초기 소성 변형을 달성하는 것입니다. 이 단계에서는 잉곳 가열 온도를 엄격하게 제어해야 하며(보통 β상 영역보다 30~50℃ 높음), 소변형 압연(패스당 감소율 15% 이하)을 여러 번 통과하여 주조 결함을 제거해야 합니다. Changzhou Bokang Special Material Technology Co., Ltd.는 잉곳 균질화 공정을 최적화하고 수치 시뮬레이션을 결합하여 변형 저항을 예측함으로써 초기 압연 단계의 미세 구조 균일성을 크게 향상시켰습니다.
(2) 열간압연단계
열간 압연은 4롤 비가역 압연기 또는 만능 압연기를 사용하여 αβ 2상 영역에서 대변형 가공을 수행합니다. 이 단계에서는 동적 재결정을 통해 입자를 미세화하고, 재료의 가소성을 보장하기 위해 최종 압연 온도(보통 850℃ 이상)를 제어해야 합니다. 박스형 가열로를 유도 가열 보상 시스템과 함께 사용하여 ±10℃의 온도 정확도를 달성합니다. 열간 압연 패스 감소의 분포는 ""피라미드"" 원리를 따릅니다. 즉, 처음 몇 패스에서는 20~25% 감소를 사용하고 후속 패스는 점진적으로 35~40%로 증가하며, 과도한 결정립 성장을 효과적으로 방지하기 위해 패스 간 급속 수냉 공정과 결합됩니다.
(3) 냉간 압연 단계
냉간 압연은 주로 판의 표면 품질과 치수 정확도를 향상시키기 위해 4롤 또는 6롤 냉간 압연기에서 수행됩니다. 중간 어닐링 공정과 결합된 작은 변형 압연(단일 패스 감소율 ≤10%)의 다중 패스를 사용해야 하며 누적 변형은 80% 이상에 도달할 수 있습니다. Changzhou Bokang은 롤러 크로스 기술을 도입하여 판 형상 제어 정확도를 ±5μm로 높였습니다. 생산하는 의료용 티타늄 판의 표면 거칠기는 Ra≤0.2μm로 국제 최고 수준에 도달합니다.
티타늄 압연 장비의 선택은 최종 플레이트의 품질에 직접적인 영향을 미치며 재료 특성에 따라 설계해야 합니다.
(1) 압연기 종류의 선택
1차 압연기: 폐쇄형 2롤 가역 압연기를 사용하며 유압 AGC(자동 두께 제어) 시스템을 갖추고 롤 직경 비율을 1.8~2.2 사이로 제어하여 바이트 조건을 최적화합니다.
열간 압연기: 작업 롤 직경이 350-400mm이고 지지 롤 직경이 1400-1600mm인 4롤 비가역 압연기가 사용되며 벤딩 롤 시스템과 롤 이동 장치가 장착되어 있으며 판 형상 제어 정확도는 ±15I에 이릅니다.
냉간 압연기: UC/VC 복합 롤 시스템 6롤 압연기가 사용되며 중간 롤의 축 이동 스트로크는 ±150mm이며 레이저 속도계 및 두께 게이지를 사용하여 폐쇄 루프 제어를 달성합니다.
(2) 롤 시스템 소재 최적화
작업 롤은 고 크롬 철 기반 합금 (Cr12MoV)으로 만들어졌으며 표면에는 HV1200 이상의 경도를 가진 CrN/Al2O3 복합 코팅이 분사되어 티타늄 접착에 효과적으로 저항합니다. 지지 롤러는 무한 냉각 주철 원심 주조 기술을 채택하고 롤러 표면 경도 구배 차이는 HS15 내에서 제어되어 롤러 모양의 안정성을 보장합니다.
온도와 변형의 정확한 제어는 티타늄 플레이트 구조와 성능의 균일성을 보장하는 핵심이며 다중 매개변수 결합 제어 모델을 구축해야 합니다.
(1) 온도 조절 시스템
가열 공정: 3단계 가열 시스템(예열 구간 600-700℃/단열 구간 850-950℃/가열 구간 900-980℃)을 채택하고 적외선 온도계를 사용하여 실시간 온도 모니터링을 구현합니다.
압연 공정 온도 제어 : 마무리 압연 단계에서 롤러 스프레이 시스템 (수량 제어 정확도 ±0.5L/min)을 사용하고 저항 가열 보상 시스템을 사용하여 압연 부품의 온도 변동을 ±20℃ 이내로 제어합니다.
최종 압연 온도 관리: 유한 요소 시뮬레이션을 통해 온도 장 분포를 예측하고, 압연 부품의 온도를 보장하기 위해 패스 간 온도 대기 시간 모델을 설정합니다. 최종압연온도는 상변태점보다 50℃ 이상 낮지 않도록 하십시오.
(2) 감소를 최적화하기 위한 알고리즘
다중 패스 감소 분포: 재료 가공 경화 모델을 기반으로 유전자 알고리즘을 사용하여 각 패스의 변형이 "포물선"이 되도록 각 패스의 감소 분포를 최적화합니다.
동적 감속 조정: 롤링 력은 압력 게이지를 통해 실시간으로 모니터링되며, 퍼지 PID 제어 알고리즘을 사용하여 롤 갭 바운스를 보상하기 위해 자동으로 감속을 조정합니다(보상 정확도 ±0.02mm).
변형 제어 제한: 임계 감소 기준(ε_c=0.6σ_s/K)을 설정합니다. 여기서 K는 재료 가공 경화 계수이며, 단일 패스 감소가 임계 값의 85%를 초과하지 않도록 합니다.
(3) 구조의 균일성을 확보하기 위한 조치
결정립 크기 제어: Z 매개변수(Z=ε·exp(Q/RT))를 통해 동적 재결정 부피 분율을 제어하고 Z 값을 10-15 사이로 유지하여 균일한 등축 결정립을 얻습니다.
질감 최적화: 크로스 롤링 공정(패스당 플레이트 45° 회전)과 비동기식 롤링 기술(상부 롤러 간 라인 속도 차이 10~15%)을 결합하여 베이스 표면 질감을 효과적으로 약화시킵니다.
잔류응력 제어 : 인장응력-압축응력 교번압연공정과 어닐링시 응력완화처리를 병행하여 잔류응력을 ±20MPa 이내로 제어합니다.
티타늄 판 압연 공정에는 전체 공정 품질 관리 네트워크 구축이 필요합니다. Changzhou Bokang은 ISO9001/ISO13485 시스템 인증을 통과했으며 "원료 검사 - 공정 모니터링 - 완제품 테스트"의 3단계 품질 관리 시스템을 구축했습니다.
온라인 감지: 판 형상 측정기, 두께 게이지, 표면 감지기가 장착되어 두께 공차 ±0.02mm 및 판 형상 공차 ±8I의 온라인 제어를 달성합니다.
조직 감지: EBSD 기술은 입자 방향을 분석하여 입자 크기 ASTM Grade 8의 미세 비율이 ≥90%인지 확인하는 데 사용됩니다.
성능검증 : 인장시험, 충격시험, 부식시험을 통해 기계적 성질을 검증합니다. 의료용 티타늄 판의 인장 강도는 ≥850MPa이고 신장률은 ≥18%로 ASTM F136 표준을 충족합니다.
비파괴 검사: 초음파 위상 배열 기술을 사용하여 내부 결함을 감지하여 100% 결함 감지 통과율을 보장합니다.
현재 티타늄 판 압연 기술은 세 가지 주요 개발 추세를 보이고 있습니다.
지능형 압연: 디지털 트윈 기술을 통해 가상 압연 모델을 구축하여 공정 매개변수의 온라인 최적화를 달성합니다.
Near-net 성형 기술: 0.016인치 초박판의 연속 생산을 달성하기 위한 초박형 티타늄 판 연속 압연 기술을 개발합니다.
친환경 제조 기술: 전기소성압연(EPR) 기술을 사용하여 압연 온도를 30~50°C 낮추고 에너지 소비를 줄입니다.
 문의하기
문의하기
 KR
KR
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体