2026년 티타늄 라운드바를 소싱하는 B2B 조달 엔지니어에게 결정적인 질문은 더 이상 단순히 "어떤 등급인가?"가 아닙니다. 오히려 "어느 공급업체가 생산 로트 전반에 걸쳐 치수 일관성을 보장할 수 있습니까?" 이에 대한 답은 다음과 같은 인증을 받은 진공 아크 재용해(VAR) 용광로를 운영하는 공장 파트너가 필요합니다. ASTM B348 직경 공차를 유지할 수 있습니다. ±0.05mm(h7급) 정밀하게 그려진 막대에. 티타늄 로드에 대한 전 세계 수요는 항공우주 구조 부품, 정형외과 임플란트, 내해수성 화학 장비에 의해 주도되고 있습니다. 이 세 가지 부문은 재료 편차가 허용되지 않습니다.
Changzhou Bokang 특수 재료 기술 유한 회사 수직통합형으로 운영 티타늄 라운드 바 공장 , 냉간 인발 및 초음파 검사를 통해 잉곳 용해부터 전체 생산 체인을 제어합니다. 이를 통해 다단계 공급망에서 흔히 발생하는 추적성 격차를 제거하고 중개자가 비교할 수 없는 공장 가격을 직접 책정할 수 있습니다. 직경 10~50mm 범위의 5등급(Ti-6Al-4V) 바에 대한 현재 시장 가격은 2등급 CP 티타늄에 비해 12~18%의 프리미엄을 반영합니다. 이는 엔지니어링 팀이 해당 합금이 제공하는 인장 강도가 30~40% 증가하는 것과 비교하여 평가해야 하는 차이입니다.
2026년의 티타늄 로드 산업은 추적성 의무를 강화함으로써 형성됩니다. AS9100D 이제 로트 수준의 화학 인증이 필요하며 EU 의료기기 규정(MDR)은 임플란트 등급 재료 문서화에 대한 기준을 높였습니다. Bokang의 사내 분광 분석 및 디지털 밀 인증서는 처음부터 두 가지 요구 사항을 모두 해결합니다.
의료 등급 우수성: 티타늄 로드 의료 표준 탐색
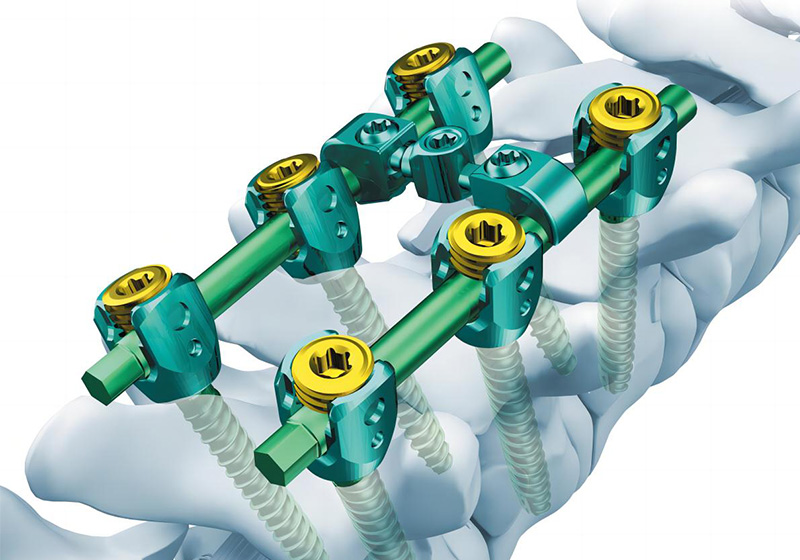
척추 케이지, 뼈 나사, 정형외과용 플레이트, 치과용 지대주 등 의료 용도로 티타늄 로드를 지정할 때 관리 표준은 다음과 같습니다. ISO 5832-3 Ti-6Al-4V ELI(Extra Low Interstitial)의 경우 ASTM F136 . 표준 등급 5와 ELI 변형 간의 중요한 차이점은 순환 부하 생리적 환경에서 파괴 인성을 직접적으로 제어하는 산소, 질소 및 철 함량의 제어된 감소에 있습니다.
5등급과 23등급(ELI): 주요 기계적 차이점
다음 매개변수는 수술팀과 장치 OEM이 하중 지지 임플란트에만 등급 23을 지정하는 이유를 보여줍니다.
극한 인장 강도(UTS): 5등급은 ≥895MPa를 달성합니다. 23등급 ELI는 860 MPa 이상입니다. 이는 품질 저하가 아닌 높은 연성을 반영하는 의도적인 감소입니다.
항복 강도(0.2% 오프셋): 5등급 ≥828MPa 대 23등급 ELI ≥795MPa.
휴식시 신장: 등급 23 ELI는 표준 등급 5의 경우 ≥8%에 비해 10% 이상의 신장률을 제공하며 균열 발생 없이 생리학적 미세 움직임을 흡수하는 데 중요합니다.
산소 함량(최대): 등급 5: 0.20 중량%; 23학년 ELI: 0.13중량% — 생체 내 피로 수명에 대한 가장 중요한 간질 한계.
생체적합성: 두 등급 모두 ISO 10993 세포독성 검사를 통과했습니다. 23등급은 단백질 흡착 이상을 방지하기 위해 ISO 5832-3에 따라 문서화된 철 함량 ≤0.25wt%를 추가로 요구합니다.
보강은 ISO 5832-3 / ASTM F136 규격을 공급합니다. 23등급 티타늄 막대 직경 3mm~80mm, 표면 마감 옵션 Ra 0.8μm(연마) 또는 Ra 0.4μm(연마)로 임플란트 표면 요구 사항을 충족합니다. 각 로트는 EN 10204에 따른 전체 3.1 재료 인증서, 분광 화학 분석 및 실온 인장 테스트 결과와 함께 배송됩니다.
기술 사양: 2mm 정밀도부터 견고한 1/2인치 로드까지
티타늄 환봉의 올바른 직경과 재종 조합을 선택하면 다운스트림 가공성, 피로 수명 및 완성된 부품당 비용이 결정됩니다. 아래 표에는 상업적으로 중요한 세 가지 직경 범위가 나와 있습니다. 2mm 티타늄 막대 , 3/8 티타늄 막대 , 그리고 1/2 티타늄 막대 - 표준 등급, 주요 산업 응용 분야 및 최종 사용 사양이 요구하는 공차 등급을 기준으로 합니다.
2mm
Gr5(Ti-6Al-4V) / Gr23 ELI
치아교정용 와이어, 미세수술용 핀, 정밀기기 샤프트
h7(0 / -0.012mm)
ASTM B348 / ISO 5832-3
3/8인치(9.525mm)
Gr5(Ti-6Al-4V)
항공우주 패스너, 유압 액츄에이터 로드, 해양 커넥터 핀
h8 (0 / -0.022mm)
ASTM B348 / AMS 4928
1/2인치(12.7mm)
Gr2(CP Ti) / Gr5
화학 교반기 샤프트, 열교환기 배플, 담수화 펌프 로드
h9 (0 / -0.036mm)
ASTM B348 / ASTM F67
일반적인 티타늄 환봉 조달 시나리오를 위한 직경-사양 매핑입니다. ISO 286-1에 따른 공차 등급(h-시리즈, 샤프트 기준). 표시된 등급과 표준은 보강의 표준 생산 능력을 반영합니다.
표면 마감 및 직진도 요구 사항
직경 공차를 넘어서는 조달 엔지니어는 이를 지정해야 합니다. 직진도 편차 (일반적으로 선삭 연마 바의 경우 1.0mm/m 이하, 정밀 연삭 바의 경우 0.5mm/m 이하) 및 표면 거칠기 Ra. CNC 터닝 응용 분야의 경우 Ra가 3.2μm 이하인 검은색 표면(압출된 상태) 바가 허용됩니다. 직접 사용 의료용 핀의 경우 Ra ≤0.4 µm의 중앙 없는 연삭 마감이 필수입니다. Bokang의 냉간 인발 라인은 표준 Ra ≤1.6 µm를 지속적으로 달성하며, 요청 시 연삭 마감도 가능합니다.
제조 능력: 특수 티타늄 라운드바 공장과 파트너십을 맺어야 하는 이유
일반 티타늄 로드 대리점과 전문 대리점의 차이점 티타늄 라운드 바 공장 Changzhou Bokang과 마찬가지로 모든 야금 단계에서 공정 제어가 이루어집니다. 대부분의 사용 중 실패 원인인 재료 불일치는 완성된 바에서 발생하는 것이 아니라 용해, 열간 가공 및 어닐링 중에 이루어진 결정에서 발생합니다. Bokang의 수직 통합 생산은 무역 회사가 한 공급업체로부터 잉곳을 공급받고, 두 번째 공급업체에서 압연하고, 세 번째 공급업체에서 열처리할 때 발생하는 추적성 중단을 제거합니다.
핵심 생산 프로세스
진공 아크 재용해(VAR): 티타늄 스펀지와 모합금은 수냉식 구리 도가니에서 단단한 진공(≤5×10⁻³ Pa) 하에서 용융된 소모성 전극입니다. 이중 또는 삼중 VAR 사이클은 알루미늄과 바나듐의 대규모 분리를 제거하여 전체 잉곳 단면에 걸쳐 대상 조성의 ±0.15wt% 이내로 화학적 균질성을 보장합니다.
열간 단조 및 로터리 스웨이징: 잉곳은 알파 베타 상 필드(일반적으로 5등급의 경우 900~950°C)에서 열간 가공되어 이전 베타 입자 구조를 <50 µm ASTM 입자 크기 No. 8로 개선하여 피로 균열 시작 저항을 최대화합니다.
정밀 냉간 인발: 주변 온도에서 텅스텐 카바이드 다이를 통한 다중 패스 드로잉은 표면 경도를 30~34HRC - 마모가 중요한 항공우주 패스너 응용 분야에 유용합니다.
진공 어닐링: 1×10⁻³ Pa 미만의 등급 5에 대해 700~750°C에서 드로잉 후 응력 완화는 표면 산화(알파 케이스 층 없음)를 도입하지 않고 연성을 ≥10% 연신율로 복원하여 피로 수명을 손상시키는 부서지기 쉬운 표면 영역을 방지합니다.
초음파 침수 테스트(UT): 생산 바의 100%는 다음에 따라 테스트됩니다. ASTM E2375 5MHz 프로브를 사용하여 내부 불연속성 >0.4mm 등가 FBH(평형 바닥 구멍) 직경을 감지합니다. 이는 항공우주 구조 응용 분야에 대한 AMS 2630 클래스 A 요구 사항을 충족하는 감지 임계값입니다.
이 폐쇄 루프 제조 모델은 Bokang이 3.1 밀 인증서를 발행할 때 다음을 의미합니다. UTS 950MPa / 항복 880MPa 많은 5등급 바의 경우 해당 값은 수백 개의 다운스트림 바 길이에 걸쳐 공유되는 마스터 열 인증서에서 보간되지 않고 실제 생산 로트에서 잘라낸 시편에 대한 내부 인장 테스트를 통해 뒷받침됩니다.
티타늄 로드 산업 응용의 진화
3개 부문이 전 세계 수요 패턴을 재편하고 있습니다. 티타늄 막대 산업 공급업체가 표준 카탈로그 제품을 넘어 엔지니어링 소재 솔루션으로 이동하도록 요구하는 방식입니다.
항공우주: 패스너부터 구조 부재까지
차세대 협폭 항공기 프로그램에서는 이전에 300M 강철로 제조되었던 팬 블레이드 더브테일 부착 볼트 및 기체 브래킷용으로 5등급 티타늄 로드를 지정하고 있습니다. 중량 절감은 부품당 40%입니다. 부식 유지 관리 간격은 비행 시간 3,000~25,000시간으로 늘어납니다. 이러한 변화는 다음에 대한 수요를 창출합니다. AMS 4928 - 100% UT 및 수소 함량 125ppm 이하의 인증 바 - 상품 유통업체가 재고로 충족할 수 없는 사양입니다.
석유, 가스 및 화학 처리: 부식으로 인한 사양 업그레이드
산성 환경(특히 최대 50% 농도의 황산, 최대 100°C의 온도)에서 티타늄의 내식성은 2등급 CP 티타늄 로드를 염소-알칼리 및 인산 생산 시 교반기 샤프트, 밸브 스템 및 펌프 임펠러 로드에 선호되는 소재로 만들었습니다.
사례 연구: 85°C의 35% 염산 공정 흐름에서 316L 스테인리스강 교반기 샤프트를 Bokang 등급 2 티타늄 로드(직경 50mm, 길이 2,400mm, ASTM B348 등급 2)로 교체한 중국 염소-알칼리 생산업체가 기록되었습니다. 36개월 후 측정 가능한 부식 제로 , 이전 스테인리스강 제품의 평균 교체 주기인 9개월과 비교됩니다. 이러한 연장된 서비스 수명은 계획되지 않은 가동 중단 시간을 62%까지 줄이고 생산 라인당 연간 샤프트 교체 비용을 140만 위안까지 절감했습니다. 부식성 환경에서 장비 작동 수명이 1년 이상 증가했습니다. 40% 샤프트 성능 저하로 인해 발생하는 관련 펌프 씰 및 베어링 교체를 고려할 때 전체 수명주기 기준으로.
해양 및 해양 공학: 규모에 따른 염화물 저항성
중동 및 동남아시아 전역의 해양 담수화 플랜트 확장으로 인해 해수 펌프 시스템 및 염수 농축기 샤프트의 2등급 및 7등급(Ti-0.15Pd) 티타늄 로드에 대한 수요가 증가하고 있습니다. 7등급 팔라듐 첨가( 0.12~0.25중량% Pd ) 틈새 부식 저항성을 등급 2가 한계에 도달하는 산화 염화물 조건으로 확장합니다. 이는 Bokang이 모든 생산 로트에서 XRF를 통해 검증된 개별 팔라듐 함량과 함께 ASTM B348 등급 7에 바를 공급하는 응용 분야입니다.
세 부문 모두에서 공통 조달 결론은 동일합니다. 즉, 티타늄 부품의 신뢰성은 가공에 사용된 티타늄 라운드 바의 일관성만큼 강력합니다. VAR 용융 작업, 도면 일정, 어닐링 분위기 및 UT 민감도가 모두 단일 ISO 9001 인증 품질 관리 시스템 하에서 제어되는 수직 통합 공장과의 파트너십은 프리미엄 조달 옵션이 아닙니다. 까다로운 환경에서는 이것이 기본 요구 사항입니다.
 문의하기
문의하기
 KR
KR
 English
English 日本語
日本語 한국어
한국어 Español
Español عربى
عربى русский
русский Deutsch
Deutsch 中文简体
中文简体